
Milling technical information-different and selection between down milling and up milling
Views : 441
Update time : 2017-03-27 15:05:11
Milling is the use of rotating multi-blade cutting tool, a highly efficient processing methods. When the tool is rotated (the main movement), the workpiece moves (for the feed movement), the workpiece can also be fixed, but the rotating tool must also move (at the same time to complete the main movement and feed movement). Milling machine with horizontal milling machine or vertical milling machine, there are large gantry milling machine. These machines can be general machine tools, can also be CNC machine tools. [1] with a rotating cutter as a tool for cutting. Milling is usually done on a milling machine or boring machine, suitable for machining planes, grooves, various forming surfaces (such as gears and threads) and special surfaces of molds.
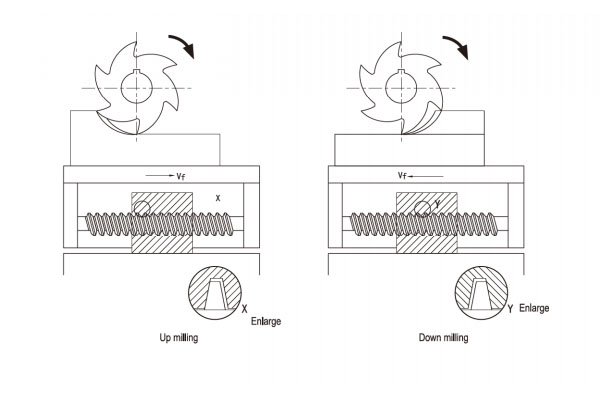
Down milling(also called down milling1: the feed direction of workpiece is the same as the milling rotation at the connecting position.
Up milling(also called up milling): the feed direction of workpiece is opposite to the milling rotation at the connecting position.
ln down milling, the major force of cutting edge is compressive stress; in up milling, cutting edge bears the tensile stress. The compressive strength of cemented carbide material is larger than its tensile strength. ln down milling, chip becomes thin from thick gradually, ,cutting edge and workpiece press each other. The friction between edge and workpiece is small, thus can reduce the abrasion of edge, the hardening of workpiece surface and the surface roughness(Ra). ln up milling, chip becomes thick from thin gradually When insert cutting into the workpiece, it generates strong friction and more heat than down milling, and make workpiece surface harden.
ln up milling, because horizontal direction of cutting force that milling cutter conducting on workpiece is opposite to the feed direction of workpiece, therefore the lead screw of work table joints closely with one side of screw nut.in down milling,the direction of cutting force is same as the feed direction.when edge’s radial force on workpiece is big enough to some extend, the work table will bounce left and right, thus make the gap fall behind.The gap will return to front side along with the continuing rotation of lead screw. At this moment the work table stops motion, however it will bounce left and right again when the radial cutting force is big enough to some extend again. Th,e periodical bounce of work table will cause poor surface quality of workpiece and tool breakage.
When use end mills for down milling, every time the edges begin the cutting at workpiece surface, therefore end mills are not suitable for machining the workpiece with hardened surface.
Up milling is recommended for milling the thin-wall components or square milling with the demand of high precision.
Down milling(also called down milling1: the feed direction of workpiece is the same as the milling rotation at the connecting position.
Up milling(also called up milling): the feed direction of workpiece is opposite to the milling rotation at the connecting position.

ln down milling, the major force of cutting edge is compressive stress; in up milling, cutting edge bears the tensile stress. The compressive strength of cemented carbide material is larger than its tensile strength. ln down milling, chip becomes thin from thick gradually, ,cutting edge and workpiece press each other. The friction between edge and workpiece is small, thus can reduce the abrasion of edge, the hardening of workpiece surface and the surface roughness(Ra). ln up milling, chip becomes thick from thin gradually When insert cutting into the workpiece, it generates strong friction and more heat than down milling, and make workpiece surface harden.
ln up milling, because horizontal direction of cutting force that milling cutter conducting on workpiece is opposite to the feed direction of workpiece, therefore the lead screw of work table joints closely with one side of screw nut.in down milling,the direction of cutting force is same as the feed direction.when edge’s radial force on workpiece is big enough to some extend, the work table will bounce left and right, thus make the gap fall behind.The gap will return to front side along with the continuing rotation of lead screw. At this moment the work table stops motion, however it will bounce left and right again when the radial cutting force is big enough to some extend again. Th,e periodical bounce of work table will cause poor surface quality of workpiece and tool breakage.
When use end mills for down milling, every time the edges begin the cutting at workpiece surface, therefore end mills are not suitable for machining the workpiece with hardened surface.
Up milling is recommended for milling the thin-wall components or square milling with the demand of high precision.